Stories from the Shop Room Floor
Mach-B is privileged to work with some of the top suppliers of manufacturing equipment in the world. We recently received an inquiry from a leading supplier of compressors, blowers & vacuum pumps. One of their grinding wheels had sustained a gouge in the center along its entire circumference.
We received the following pictures of the damaged wheel and a drawing of the profile the customer wanted us to add.



Mach-B was able to salvage the damaged wheel and add the requested profile for a fraction of the cost of a new wheel.
In today’s competitive manufacturing environment where cost savings and increased productivity are critical to success, Mach-B can be a reliable partner. We can get your production line up and running in a few weeks, even a few days in an emergency, and we can do it for less. Give us a call and see what Mach-B can do for you.
GRINDING WHEELS MAY SEEM HARMLESS – BUT CAUTION MUST BE TAKEN
Something as common as a grinding wheel can seem harmless yet can pose a threat to the operator if the proper precautions aren’t taken.
To understand the nature of the threat it is important to have a cursory understanding of what grinding wheels are composed of – namely “thousands of small, abrasive cutting grains that have been bonded together by an organic resin compound, reinforced with fiberglass.”
Abbe Miller, editor-in-chief of Welding Productivity Magazine makes the following observation about the dangers of using a damaged grinding wheel.
“Grinding wheels are so common they have a handful of nicknames, including blades, rocks and stones. But therein lies the danger. When a fragment of anything referred to as blade becomes a projectile, the results can be fatal.”
Fairly typical conditions such as moisture, extreme temperatures and rough treatment can damage a grinding wheel. A damaged wheel can easily go undetected by conventional means, which is why it’s so important for grinding wheels to be properly stored. Grinding wheels should never be stored where they could be exposed to water, solvents, extreme cold or humid conditions that could cause condensation on the wheels. If you’d like to learn more about the proper storage of grinding wheels, you can find the information in our previous post “8 Great Grinding Wheel Storage Tips.”
When Is a Grinding Wheel Worn Out?
Norton/St. Gobain, in addition to being a top manufacturer of grinding wheels, is a great source of technical information. If you are not sure when your grinding wheel is coming to the end of its use, here are some guidelines to follow for the most common types of grinding wheels. This information and more can be found in the Resources section on St. Gobain’s website.
Straight Wheels (Type 1)
According to the ANSI B7.1-2000 standard, “The usable portion of an abrasive wheel shall be considered to be that portion which extends beyond the mounting flanges. A wheel shall not be worn down to a size which would allow the mounting flange assembly to contact the work piece or work piece holding fixture.” This rule assumes the proper flanges are being used and the correct machine guarding is in place.
WARNING: You should never grind with the fine center of a wheel and if you are using a super abrasive (diamond) wheel do not grind with the wheel’s core.
Cylinder Wheels and Segments (Type 2)
The wheel will no longer be usable when the down feed mechanism of the machine keeps the wheel from contacting the work piece.
WARNING: It is important to use the proper mounting procedures with this type of product. Do not loosen the mount and lower the wheel or segment below the machine’s clamping mechanism. This is a major cause of wheel/segment breakage.
Recessed Wheels (Type 5 & 7)
Wheels that have recesses cannot be worn down to their mounting flanges because the edge of the recess will “spall” away. A good rule of thumb for this type of wheel is to discard it when you are 1” away from the recess.
Portable Cup Wheels (Type 6 & 11)
In the case of a portable cup wheel, the proper guard will determine the discard size by preventing additional grinding on the wheel’s rim.
WARNING: Never remove a worn cup wheel from its proper grinder and use it on an inline grinder or any other machine. Never grind on the outer periphery of a cup wheel.
Cup Wheels for Precision Applications (Type 6 & 11)
Never allow contact with the cup wheel or allow the mounting flange assembly to contact the work piece holding fixture on fixed based machines with non-portable cup wheels.
WARNING: Maintain a safe distance to prevent accidental contact with the back of the cup or the mounting flange during grinding.
Raised Hub Wheels (Type 27, 29)
The proper guard for Type 27, 28 or raised hub wheels will often determine the wheel discard size. If the application allows the wheel to be worn to stub, you must stop before contacting the mounting flanges and should never use the wheel’s hub to grind.
Mach-B to the Rescue
The 1st quarter of 2023 has been busier than ever for Mach-B. Supply chain and product availability issues continue to plague the industry leaving many companies in the lurch. Mach-B to the rescue!
We are a valuable resource for customers who have grinding wheels on hand that require resizing, for those who purchase wheels available on the market that, subsequently, need to be reshaped to standard or custom specifications and for customers who want their wheels speed tested.
Instead of waiting for months, and in some cases indefinitely, for a grinding wheel, Mach-B can get our clients up and running in days or, at most, a few weeks depending on the number of wheels to be worked on and the complexity of the job. Mach-B provides services to a wide sector in the manufacturing industry – from international manufacturers and equipment distributors to machine shop operators. We are proud of our customer-centric ethos and would like to share with you some of the many projects that have come through our doors. Here’s the first in a series of “stories from the shop floor.”
Mach-B received a call from a company that needed to fill a customer order for 40 grinding wheels. They had the 20” OD wheels required in stock. However, wheel thicknesses ranged from 1” to 2 1/8” with inner diameters measuring from 5” to 12”. All 40 grinding wheels needed to be uniform in size with the arbor hole measuring 12” and a wheel thickness of ½”.
Here is the original grinding wheel with a 20″ diameter, a thickness of 2″ and an inside diameter of 5″.

This job requires a two-step process. First the wheel is reduced to a thickness of ½”. Then it is measured to an exacting standard to insure it is the proper thickness before it is placed on the CNC machine which has been programmed to remove material from the inner diameter to increase it to 12”.

The finished grinding wheels are readied for speed testing to ISO standards before they are boxed and shipped to the end user.

Done-in-One: The Benefits of Creep Feed Grinding
A lot has been written lately about creep feed grinding. As someone relatively new to the milling vs. grinding debate, I wanted to learn more about it. Here’s what I found.
For deep cuts, grinding might be better than milling.
With the recent introduction of harder materials, the speed advantage of milling and turning has been minimized. The properties that allow these materials to last in extreme environments also make them difficult to machine. Issues like burrs, consistent quality of parts and the frequent replacement of tooling have emerged.
Today’s machine technology has made giant leaps in addressing some of these issues. Surface and profile grinding machines are now able to mill, drill, grind and deburr in the same setup.
According to United Grinding North America, Inc., “In the milling vs. griding debate, a truth has emerged: creep feed grinding is a more efficient approach for deep cuts than using a CNC milling machine.”
The greatest benefit of continuous dress creep feed grinding may be in combining the process of milling, heat treatment, deburring and finishing into one operation. United Grinding has identified these five benefits of creep feed grinding:
- Familiarity: Milling has a lot in common with grinding. If your operators are comfortable with CNC milling, they will be for grinding too.
- Control: Creep feed grinding’s low feed rate grants more control, which means tighter tolerances, reduced scrap and more complex geometric forms—even with hard materials.
- Performance: The improved grains and bonds present in grinding wheels bring higher performance and better surface finishes.
- Efficiency: The continuous dressing of grinding wheels keeps temperatures in check and the wheel sharp. Lengthier cuts, shorter cycle times and more efficiency follow.
- Durability: Continuous dressing also reduces machine wear and extends wheel life. The cost of tooling is slashed when compared to tooling for CNC milling.
Your Sustainability Partner
The federal government recently released a report through the National Science and Technology Council that lays out its visions, goals, objectives and recommendations for advanced manufacturing. One of the key objectives listed is to “enable clean and sustainable manufacturing to support decarbonization.”
Part of that objective is recycling – something that Mach-B can proudly provide. By modifying grinding wheels, we give old ones new life and keep them out of landfills.
Maybe you’ve only used Mach-B to size and/or shape new grinding wheels. If you have a wheel that’s outlived its original purpose, talk to us about having it sized or shaped for a new one. There are a lot of ways this can be accomplished:
- Reducing ODs
- Increasing IDs
- Reducing overall thickness
- Changing the wheel profile
- Changing the wheel shape
For more information on how Mach-B can help you recycle your grinding wheel for a new use, contact Mach-B today at 1-800-533-8010 and ask for Richard or request a quote on-line.
Get a Competitive Edge with the Right Grinding Wheel
In a recent article in Modern Machine Shop, author Alfredo Barragan explains how different grains and coatings in grinding wheels bring different strengths. Understanding which grains and coatings are best suited to specific applications can, over time, save manufacturers money. “Matching applications to their optimal superabrasive grinding wheels can reap dividends through improved part quality and throughput, making deep knowledge of grain, bond and coating properties vital for grinding machine users.”
What Makes a Good Superabrasive Wheel?
“Superabrasive wheels,” Mr. Barragan states, “must exhibit a variety of properties, including hardness at elevated temperatures, high thermal conductivity to transfer heat away from the cutting edge, composition stability, heat resistance, lubricity and ability to prevent plastic deformation.” It is, therefore, important to focus on the shape of the abrasive grains and the type of coating the wheel uses.
Grain Shape Determines Strength
The shape of the diamond or CBN grains is a key determinant of how tough or friable the abrasive particle will act during the grinding application. Toughness refers to how well the abrasive particle resists cracking, chipping and breaking. Friability refers to the ability of the grain to break down and self-sharpen.
Abrasive particles come in two categories of shape: blocky and angular. The blockier or rounder the abrasive particle, the less efficient it is for stock removal, but the better it is for form holding. Blocky particles endure higher grinding forces before breaking.
Angular shapes are more aggressive and better able to penetrate and remove material. However, angular grains crack under lower forces.
Ideally, it is best to have a grain that balances both these shapes, staying tough but also achieving a natural breakdown to expose new, sharp cutting edges.
Coating Fortifies Wheel Integrity
Coating is the process of completely and uniformly covering the superabrasive grains with a layer of additional material. This process increases the size and weight of the grain and is usually performed to boost qualities such as strength and durability during grinding applications. Nickel, copper and silver are the most common superabrasive coatings.
One key benefit of coatings is they texturize the diamond or CBN particle for better adherence to the bond of the wheel, whether that wheel is resin, vitrified, metal, a hybrid material or something else. The improvement in mechanical and chemical retention to the bond system fortifies wheel integrity.
Superabrasive grain shape and coating composition play a large role in the suitability of grinding wheels for different applications. Matching applications to their optimal superabrasive grinding wheels can reap dividends through improved part quality, throughput and can give your machine shop a competitive edge.
The Electric Vehicle Revolution

One of the takeaways from this year’s IMTS show is how sustainability is driving innovation, particularly as it applies to the EV revolution and its impact on precision machining.
Mach-B’s customer, United Grinding, encourages precision grinding specialists to approach this new future with optimism. They believe the market shift to electric vehicles “presents a significant opportunity to the precision grinding shop,” and that the trend will bring with it an overwhelming amount of new business.
They point out that because EV’s don’t have an internal combustion engine, many manufacturers assume there are no precision ground parts in EV’s. While electronic vehicles don’t have transmissions or fuel injectors, all cars have ground parts like steering columns, including ball screws and ball nuts, a motor or axle shaft, bearings and spindle shafts. Some turned or welded parts, like suspensions, also remain the same between internal combustion engines and EV’s. Traditional transmission shafts and gears could be produced on lower end grinding machines and still be acceptable for production.
Additionally, the capabilities needed for internal combustion engine parts can be shifted to produce EV parts. It’s a matter of being equipped with the advanced grinding technologies necessary to produce precision parts. EV parts require super-tight tolerances that eliminate imperfections. A shop’s ability to produce these tighter tolerance parts will help secure their market share and open up opportunities for them in other segments – like the medical and aerospace industries.
Change is difficult, but if you position your organization for the future, you will be able to take advantage of awaiting opportunities in the automotive industry and expand to segments you may not have considered before.
Dust Collector Fire Safety
Can your dust collector be exposing you to a fire risk? According to dustsafetyscience.com, “dust collectors are responsible for nearly 15 percent of industrial fires and explosions in North America…” Implementing a strategy for fire prevention and suppression in industrial dust collectors is key to keeping employees and facilities safe for fabricators and manufacturers.

Starting and sustaining a fire inside a dust collector requires three elements – fuel, oxygen and ignition. Together, these three elements are known as the “fire triangle.” Removing any one of them will prevent a fire from starting or spreading. Dust collectors provide an ideal environment for a fire. They have plenty of fuel and lots of airflow. All it takes is a spark from an industrial process, heat or sparks from the dust collector blower/motor, or even static electricity.
Spark Control
While a facility can’t necessarily avoid oxygen or flammable material, it can control sources of ignition, such as sparks from welding, cutting, grinding, electroplating and other industrial processes. Spark control can be passive or active. Passive systems physically block the passage of sparks, slow down airflow enough to allow sparks to drop out naturally or use centrifugal force to strip the thermal envelope from the spark. Active systems use sensors to detect the presence of hot sparks and use a sprinkler or jet system to extinguish them using water or a chemical. These systems are most commonly used in high-risk applications, such as highly combustible dust or an explosive atmosphere. A centrifugal spark arrestor is a good choice for most spark producing applications. These devices extinguish sparks by creating a spinning pathway that forces them against the sidewalls of the spark arrestor.
Fire Detection
Every dust collector should be equipped with a fire/smoke detector that sounds an alarm if a fire starts inside the collector. Ideally, the system will also shut down the blower to stop the flow of air that feeds the fire.
Fire Suppression
All dust collectors should be equipped with a fire suppression system in case a fire breaks out inside the collector. There are three main options when it comes to fire suppression.
- A water sprinkler system. This is a simple and cost-effective fire protection method.
- CO2 smothers a fire by displacing oxygen in the filter chamber. This method suppresses fires and prevents them from spreading. It does not necessarily extinguish the fire. This method is not safe for use in indoor areas where humans or animals are present.
- Chemical fire suppressants include foams, dry chemical agents and clean-agent gas systems. Clean-agent gas works by suppressing the fire rather than extinguishing it. Unlike foams or dry chemicals, it does not leave a residue on equipment and is safe for use around electronics. Many clean-agent gases can be safely used in areas where people or animals are present.
Fire Classifications
The most important consideration in choosing a fire suppression system is the type of fire that will need to be extinguished. The National Fire Academy categorizes fire into five classes based on the type of fuel present.
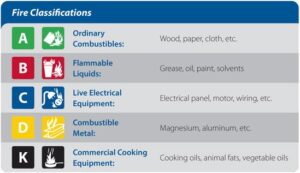
Most dust collector fires fall into Class A, ordinary combustibles, which can be put out using the three methods outlined above. If combustible metal dust such as magnesium, titanium or aluminum are present or if flammable gases or liquids are mixed in with the dust, the facility can be at risk for a Class B or Class D fire in its dust collection system. If the possibility of a Class B or Class D fire exists in your facility a knowledgeable system engineer should be employed to determine the best fire suppression option.
Grading the Grinding
Does your operation have issues with running overtime or falling behind on production? Do you have labor issues that are causing slowdowns? Grinding inefficiencies could be the cause. In the November issue of Modern Abrasives and Deburring, David Jescovitch, Abrasives Specialist Manager at Weiler Abrasives, outlines how you can determine the amount of “time and money your operation spends on grinding, finishing and cleaning – which, in turn, can help you find improvements that save time and reduce costs.”
Here are some of the most common mistakes that can reduce grinding effectiveness.
- Choosing the wrong abrasive for the job – Using the wrong abrasive product can result in less-effective performance and shortened abrasive life.
- Using less expensive, low-amp grinder – A low-amperage grinder may not have enough power to push a grinding wheel that has a hard bond.
- Using the wheel incorrectly – Too much pressure can damage the workpiece and increase scrap, which significantly increases production time and costs.
Determining abrasive cost and efficiency can help operations understand exactly how much your grinding process costs and where gains can be made.
While you are evaluating grinding costs, you may want to consider having Mach-B size and shape wheels that have outlived their original purpose and use them for a new one. There are lots of ways this can be accomplished:
- reducing ODs
- increasing IDs
- reducing overall thickness
- changing the wheel profile
- changing the wheel shape
For more information on how Mach-B can help you recycle your grinding wheels for a new use, contact Mach-B today at 1-800-533-8010 or request a quote online.
Abrasive Industry Trends
Industry Overview
The global abrasives manufacturing industry is forecast to grow by 4.5% per year through 2020-2025 to reach a value of about $56 billion, according to MarketsandMarkets. The Asia Pacific region accounts for the largest share in the global abrasives market. The combined annual revenue of the US abrasives manufacturing industry is about $5 billion.
Business Trends
Company Specialization
Few companies can produce the full range of abrasive products. Most specialize in one or several sectors, producing only industrial or consumer products, or producing mainly for the auto or machine shop industries. While the general manufacturing technology of the industry is well-known, the technical expertise to advise customers on the best ways to apply abrasive products for a particular purpose is very specific.
Customer Consolidation
Consolidation among customers in the auto parts and aircraft parts industries is opening opportunities for large abrasive manufacturers to develop nationwide sales relationships with big customers. Although there are few economies of scale in manufacturing operations, there are large distribution efficiencies for companies that can provide a wide range of abrasive products to large customers.
New Designs Lead to Productivity
Auto, aerospace, and electronics manufacturers are demanding more high-performance applications. Improvements in the design of diamond wheels used to finish ceramics can be key to cost-effective manufacturing. Metal-bond design wheels created for longer wear can lead to shorter cycle times and longer life, thereby impacting customer machining costs.
More Use of Superabrasives
Synthetic diamond and cubic boron nitride products, called superabrasives, are being used more extensively in industrial applications even though their cost is higher than traditional products. The longer product life and reduced machine downtime (switching and “dressing” a grinding wheel) associated with superabrasives in many cases more than make up for the higher initial cost.
Increases in Precision Tooling
The evolution of the US economy toward more specialized manufacturing requires smaller, more accurately shaped parts. Precision grinding is the only way to produce the tight tolerances that make smaller, more intricate parts fit properly. Abrasive manufacturers can capitalize on this shift in manufacturing technology by looking for customers in the electronics and precision instrument industries.
Application to New Manufacturing Materials
Stronger steel, concrete, and new ceramics require better abrasives to cut and shape them. The superabrasive segment of the industry has been growing, partly because conventional abrasives don’t work very well with harder materials. Ceramics are increasingly viewed as low-weight alternatives to steel and are used for such applications as automotive and aerospace parts.
More Uses in Plastics Manufacture
Metals and wood have been the focus of abrasive manufacturers, but demand for these materials continue to drop. In conjunction, the use of abrasive materials in plastics is increasing. Developing abrasive products for plastics applications provides a growth opportunity for some abrasive product manufacturers.
Source: D&B Hoovers
Mach-B Now Employee Owned
We are proud to announce that Mach-B Grinding Wheel Shaping and Sizing, a division of Goodson Shop Supplies, is now 100% employee owned.
Mach-B Adds CNC Machine
We’re Investing In You Because You’ve Invested in Us
In 2019, Mach-B invested in a CNC machine to make resizing and reshaping your grinding wheels faster, more precise and safer for everyone involved.
The CNC machine allows us to offer more options in terms of shapes and profiles. We can also work faster with more precision.

About Grinding Wheels
There are a few factors that you should remember while deciding on a grinding wheel. Grinding wheels are made of two major components, which include the abrasive grains and the bond that holds together the grains. The abrasive grains do the actual cutting and the bond helps to support the grains while they cut.
A characteristic that you should consider while choosing a grinding wheel, is the grain. Every grinding wheel has a grit size that corresponds to the number of grains in the wheel. Higher numbers (such as 70, 100 and 180) can be used for fine finishes with small areas of contact on hard, brittle materials. Lower numbers (such as 10, 16 or 24) can be used to remove more materials where finish is not important. Vitrified bonds are the most common bonds used in grinding wheels. They are rigid, porous, strong and also very brittle. Vitreous bonded abrasives remove stock materials at high rates and grind to precise requirements.
Always make sure to be cautious while handling your grinding wheels. They should be closely inspected for damage after transportation or storage. Never use a wheel that is cracked. During inspection, you should also check for damage on protective hoods, guards, flanges, spindle and mounting nuts on your machine.
These are important considerations to make while choosing and handling your grinding wheel. Mach-B Grinding Wheel Shaping and Resizing specializes in modifying the size and shape of your wheels according to your exact specifications. We are equipped to modify only Vitrified grinding wheels, but we speed test any wheel type. If you have any further questions on grinding wheels, give us a call at 1-800-533-8010.
Information Originally Published by Modern Machine Shop
Link: https://www.mmsonline.com/articles/choosing-the-right-grinding-wheel
A view from the grinding room!
Just some of the unique gear grinding wheels we see here at Mach-B. All wheels were speed tested passed at 5,000 RPM’s. These wheels are 12″ x 9″ and weigh 55 pounds each.





We do a lot of speed testing here at Mach-B Grinding Wheel Shaping & Resizing. Every wheel that we modify is speed-tested before it leaves our facility. Many of our customers also send us wheel specifically to have them speed-tested if they’ve been in storage for a while or if there’s been a minor mishap that may have affected the wheels’ integrity.
4 Industry Articles You Really Should Read
If you’re like us, you’re busy. Too busy to spend as much time as you’d like reading industry journals, visiting industry websites or keeping up with the news. That’s why this month, we’ve sifted through our inboxes, visited websites, read blogs and more to share what we think are some pretty interesting articles.
How much Can Unattended Production Add?
MMSonline.com Blog: A shop running two 10-hour shifts has just about all of the day covered. That was the case with Aztalan Engineering. Using a horizontal machining center – with parts loaded on one pallet while they are being machined on the other pallet – offered a way to keep production going throughout all of the staffed hours. However, for a manifold part needed in relatively high volume, the shop went even farther than this. Read more>>
 Producing 19 Million Gears A Year
Producing 19 Million Gears A Year
MMSOnline.com: The men and women at Ford Sharonville have turned the art of gear making into a science. They make them precisely. And they make plenty of them. Read more >>
Forecast Sees Growth Returning to Geared Products
American Machinist.com: After declining for two consecutive years, revenues for industrial geared products are forecast to grow 4.7% in 2014 to $13,218.2 million, according to a new research report prepared by IHS Read More >>
Finding the Grinding Sweet Spot
Cutting Tool Engineering: Dear Doc: I keep hearing the phrase “grinding sweet spot.” What is it and how do I find it?
The Doc Replies: The sweet spot is where the grits in a grinding wheel optimally penetrate the workpiece to form a chip – not too Read More >>
Prefer video? Check out The Grinding Doc’s YouTube Channel presentation on Keeping The Sweet Spot.
Tell us what you think. Should do more posts like this or not? Cast your vote in the comments.
Anatomy of a Grinding Wheel
If you’ve been around grinding wheels for any time, you certainly know what they look like and what they do. But have you ever wondered about what goes into a grinding wheel? Well I have so that’s what we’re going to talk about today.
Here’s the short version:
- Abrasive
- Grit
- Grade
- Structure
- Bond
Now we’re going to look at each of these components individually, starting with Abrasive.
Abrasive is the material from which the wheel is made. This is what does the work. Most common abrasives include, Aluminum Oxide, Silicon-Carbide, Zirconia Aluminum Oxide, Cubic Boron Nitride (CBN) and Synthetic Diamond. Each has it’s characteristics and applications which we won’t talk about here. We’ll save that for another time.
Next is Grit. This is the size of the abrasive grain in the wheel. As you probably know, the lower the number, the coarser the grit. Coarse grits are used for soft, pliable, stringy materials when you want fast material removal, have a large contact area and high pressure. Finer grits are used to produce smooth finishes and when you’re grinding hard, brittle materials and have a small contact area.
- Coarse grits are 8, 10, 12, 14, 16, 20 and 24
- Normal grits are 30, 36, 46, 54, 60 and 70
- Fine grits are 80, 90, 100, 120, 150, 180 and 220
- Very Fine grits are 240, 280 and up
Grade refers to the strength of the bond (we’ll get to bond in a bit) that holds the abrasive grains together. This can range from very soft to very hard and is represented A to Z in grinding wheel specs.
Softer grade wheels cut faster with less chatter. They require lower amps or power to drive them, have shorter wheel life and produce a worse finish. Harder grades cut slower with more chatter. The produce a better finish and have a longer life, but require more power/amps to operate.
Structure denotes the spacing of the abrasive grains in the wheel. The lower the structure number, the denser the wheel. Structure numbers range from 0 to 14.
The final component we’ll look at is the Bond. As the name implies, this the material that holds the abrasive grains together in the wheel. There are several common types of bond – Vitrified, Resinoid, Epoxy and Rubber. Each of these bonds has it’s own characteristics and applications. We’ll touch on those in another post so that we can go into more detail.

Glossary of Terms Commonly Used in the Abrasives Industry
Abrasive – Technically any material can be used to abrade another materials. For industrial application, however, abrasives are minerals from a select group of very hard minerals used to shape, finish, or polish other materials. In processes that grind, finish, polish, lap, or hone, abrasives are typically limited to synthetic minerals with the exception to diamond and garnet. Common abrasive minerals appear in a various crystalline forms of aluminum oxide, silicon carbide, zirconium oxide, diamond and cubic boron nitride. As used in polishing or blast cleaning, an abrasive can be any substance used to remove material including ice, solid carbon dioxide, walnut shells, plastic, sand or aluminum oxide. Abrasives such as aluminum oxide, silicon carbide and zirconia are typically called conventional abrasives due to their long history of use.
Abrasive Belt – A closed loop of coated abrasives used on tools that range from small handheld equipment to very large machines that use belts five feet wide. Made by joining a strip of coated abrasive.
Abrasive Grains – The individual grits of abrasive mineral, also called grit, or abrasive mineral.
Alumina – Another term for aluminum oxide
Aluminum Oxide – The most common industrial mineral in use today is a synthetic form of the natural mineral corundum. Although natural corundum was important historically, modern industrial abrasives use aluminum oxide produced synthetically by refining bauxite ore in a variety processes. In one process crude aluminum oxide is made by melting bauxite to form a fused aluminum oxide, which is later crushed and sized. The various types of fused aluminum oxides are distinguished by levels of chemical impurities remaining in the fused mineral (Titanium and Chromium oxides are typical). Another technique to make industrial abrasive; start with treating bauxite ore with a sol gel process to create alumina that is sintered to produce with an extremely fine crystalline structure typical of the sol gel products available by Saint Gobain Abrasives. The many variations in products and related trade names arise from variations in the manufacture and processing of bauxite ore and crude fused or sintered minerals.
Arc of Contact – The small portion of a grinding wheel; where abrasives grains actually contact with the work piece. This is the region where heat is generated during grinding and the effects of coolant critical.
Backing – Is the flexible material to which abrasive grain is adhered to to make coated abrasives and similar products. Typical backing materials are cloth/fabric, polyester film or paper. Other materials include sponges, rubbers, and foam.
Blending – A process of smoothing rough areas on a work piece to ensure that their entire surface has close to the same plane or roundness and/or the same surface finish.
Blotter – A disc of compressible material used to cushion the contact between the slides a grinding wheel and the flanges between which it is mounted to reduce slippage. Maximum safe operation speed, original wheel size and wheel formulations are typically printed on a blotter.
Bond – In grinding wheels the material used to hold abrasive grains in place giving shape to the grinding wheel, abrasive stick, hone, or similar products. Bonding materials can be resins, epoxy, rubber, metal, and vitrified materials. Bonds are critical component of grinding wheels that helps to distinguish one manufacturer from another. For coated abrasives bond refers to the resin used to attach abrasive grains to the backing material.
Boron Carbide – It is a very hard material, close in hardness to a diamond. However because boron carbide is very friable it has limited application in bonded and coated abrasive products. However it has application as loose abrasive for finishing very hard materials such as tungsten carbine in molds or dies and is commonly used in nozzles for abrasive water jet or sandblasting applications.
Buffing – The process of obtaining a very fine surface finish. Having a “grainless” appearance on metal objects. Buffing typically uses a cloth wheel and very fine abrasive (often a natural abrasives such as Tripoli, Rouge, etc.). A thin layer of abrasive is applied to the pliable perimeter of the cloth wheel using a compound that can be applied as a liquid or solid. For wax-based compounds, heat generated by friction melts the wax, exposes the abrasive grains and provides an adhesive to keep the abrasive in place. There are stages in the buffing process – typically coarse, medium and fine– each using a style of buffing wheel and different types of compounds. Generally progressive steps of cutting, coloring and finishing in buffing follow the trend of using progressively finer abrasives and lighter forces. The term “buffing” is often used interchangeably with “polishing”. Without a clear material science foundation, buffing continues more as an art than science and success often relies upon the skills of the operator. Contain AES for other materials on the topic.
Burn – Thermal damage and physical changes in a work piece caused excessive temperatures during grinding. Causes are typically improper use or selection of metalworking fluid, incorrect wheel formulations, or improper speeds for the work material are typical causes for work piece burn. Burning is usually a associated with changes in metallurgical properties and other physical characteristics such as discoloration of the work piece.
Burnishing – Is a glazed surface finishing usually resulting from using a dull or loaded grinding wheel or coated abrasive. Also, a finishing process that relies upon ductile movement of work piece materials to achieve the desired surface characteristics.
Bushing – A soft metal like lead, Babbitt, or aluminum used to line the arbor holes of some grinding wheels. Also a removable ring, usually steel, used to adapt a grinding wheel to a smaller spindle.
Chatter – A phenomenon that produces periodic marks on the work piece and sometimes associated with audible sounds during grinding. Caused by vibrations that originate with the rotating grinding wheel, spindles, slides or other components of the machine tools. Surfaces of work pieces often have regularly spaced patterns that can correspond directly to wheel rotation or marks on the grinding wheels produced by wheel dressers. Solutions include changing dressing processes, variation of wheels speeds, addition of damping materials, changing of process parameters such as in feed rates and excitation of machine components to cancel chatter-causing vibrations.
Coated Abrasive – Abrasive products made by adhering a thin layer of abrasive grains to a cloth, paper, or film backing. Produced initially as large “jumbo rolls” that are later converted into belts, sheets, discs, etc. by converters.
CBN – Cubic Boron Nitride (also written as CBN). Boron nitrides with a cubic crystalline structure, which with diamond comprise the class of abrasives known as super abrasives. With hardness second to diamond and no equivalent natural mineral, CBN is produced synthetically in a high temperature, high-pressure process similar to synthetic diamond. Used as an abrasive mineral, a hard coating material, and machining insert, CBN’s primary value in grinding if for machining of ferrous materials which chemically reaction with diamond.
Centerless Grinding – A grinding process named for a machine tool on which cylindrical work pieces are placed between a grinding wheel and regulating wheels. The latter causes the part to rotate to produce precision cylindrical parts. Parts sit on a work rest rather than on centers for faster and easier insertion and removal of the work piece. Primarily used in high production applications, centerless grinding has various forms that include thru feed and plunge grinding.
Closed coat – Is a characteristic of coated abrasives. A product is labeled as close coated if abrasive grains cover more that 70 percent of the surface. Contrast with an open coated which has 50-75 percent coverage. Closed coat products cut faster but can easily become loaded when used on soft materials.
Conventional Abrasive – A group of abrasives first introduced in the early 1900s to become the most common abrasive used in wheels and coated abrasives. These include aluminum oxide and silicon carbide as well as aluminum oxide-zirconia abrasives. Ceramic abrasives, which are a recent innovation in abrasives, are sintered microcrystalline form of aluminum oxide. Conventional abrasives contrast with superabrasives (CBN and diamond), abrasives that were developed and introduced to manufacturing during the second half of the 20th century.
Coolant – A traditional name for metalworking fluids used in grinding. Once thought as primarily a means to cool a work piece to prevent burn, research showed that fluids have other functions such as lubrication, which may be equally or more important than cooling. Hence the preference for the use the terms metalworking fluids to refer to fluids used in grinding processes.
Corundum – Is a natural mineral whose principle composition is aluminum oxide. Historically, a mineral mined in the Middle East and India for use in grinding wheels. Corundum has been replaced by synthetic abrasive minerals, which offer more uniform and consistent physical properties.
Creep Feed Grinding – A technique of plunge grinding with a specially designed machine involving very slow table travel speeds. The total amount of stock to be removed from the work piece is accomplished in one or two passes instead of numerous lighter passes with conventional surface grinding. Also see HEDG
Crush Dressing – The process to dress and shape a grinding wheel by forcing it against a steel roll containing a desired profile. Most effective for vitrified bond grinding wheels, the process has received considerable attention as a significant improvement in performance for creep feed grinding.
Cryolite – A mineral containing sodium, aluminum, and fluorine that is added to some grinding wheels and coated abrasives as a solid lubricant grinding aid.
Cup Wheel – One of the standard wheel shapes standardized as types 6 and 11 in ANSI B7.1 Standards. With the shape of a cup, the products are designed for grinding on the rim or wall of the wheel rather that its periphery.
Cushioned Abrasive – Usually classed as a coated abrasive because it has a thin layer of abrasive on a flexible backing, this type of abrasive product contains a resilient layer of material added between the backing and abrasive grain. This highly flexible and conformable product is used in finishing and polishing metals and plastics such as Plexoglass. A manufacturer for these unusual products is Micro-Surface Finishing Products, Inc.
Cut Off Wheel – A common thin reinforced grinding wheel made with resin bond used for quick and efficient sawing of metal or masonry products. Smaller wheel are made for small electric hand tools, while large diameter wheels are made for large stationary machines. The wheels, which are used for rough cutting of metals, are designed for quick and efficient sawing of bar stock or other materials. These wheels are typically made with conventional abrasives.
Cylindrical Grinding – One of several standard grinding processes used industry. Grinding to remove material from the OD of cylindrical parts that have been mounted on centers. See also surface grinding, internal grinding, centerless grinding, Distinguished from centerless grinding which grinds the OD without center mounting
Deburring – A process to remove burrs –undesirable protrusions and metal edges that result from machining operations. Methods include hand and automated processes that use files, rasps, bonded abrasives, coated abrasives, and other tools. Coated abrasives, nonwoven products and stones are typically used for deburring.
Diamond – A natural and synthetic mineral composed of carbon atoms in a specific crystalline structure. Industrial diamonds include natural stones for tools to dress grinding wheels. Synthetic diamond is manufactured in a special high temperature, high pressure process and subsequently treated to make a variety of abrasive grains for use in grinding of nonferrous materials and ceramics. In its polycrystalline form, diamond also has a variety of uses including cutting tool inserts.
Disc Grinding – Grinding machines and process using the face of a large wheel to produce flat and parallel surfaces in high volume production. Single wheel machines usually have vertical spindle. Double disc grinding passes parts between two independent grinding wheels.
Dressing – As distinct from truing, dressing is a process to remove bond materials and worn abrasive grains and expose fresh abrasive using a variety of tools. Though some coated abrasives have sufficient abrasive and bond to allow for dressing, dressing is primarily used with bonded abrasives. Diamond tools or a bonded abrasive stone of aluminum oxide or silicon carbide are the most common devices used for dressing grinding wheels. Dressing is important for maintaining control finishes, thermal damage and dimensional accuracy of work pieces.
ELID – Electrolytic In-process Dressing; A method to dress fine grained superabrasives grinding wheels using an electrolytic method to dress metal bonded on grinding wheels. The process is an important new method to improve the efficiency of grinding ceramic and composite materials.
Emery – A natural abrasive that contains aluminum oxide and small amounts of iron oxide. It is noted for its red color. Once used extensively by industry, it is used today only in coated abrasives for home workshops. Consistency a low hardness of the mineral limits it usefulness in industrial applications.
Fine Grinding – Machine tools and a grinding process for precision grinding of flat and parallel surfaces. A relatively recent development, fined grinding grew out of lapping technology and free abrasive machining with the replacement of loose abrasive and lapping compounds with a bonded grinding wheel. Like disc grinding cutting takes place on the face of either one or two grinding wheels. The grinding wheels may be monolithic bonded wheel or wheel composed of small pellets of bonded superabrasives grains.
Firing – The last step in manufacturing a vitrified or resin bond grinding wheel. Heating clay-based bond materials in vitrified bonds over 2000° F or the resins in resin bonds over 500 °F fuses the materials into a single monolithic structure.
Form Grinding – Any grinding process where the surface of the grinding wheel is shaped by dressing to create a specific profile. By dressing an inverse profile of the desired component surface on to a grinding wheel, complex sequencing of multiple steps can be avoided. Form grinding is also possible with coated abrasives and nonwoven products using specialized accessories.
Free Abrasive Machining – Similar to lapping processes, where loose abrasives are used to prepare precision flat surfaces. Abrasives machining uses coarser abrasives and harder plates to achieve greater stock removal. With advent of superabrasives, the process is being replaced by fine grinding when justified. Disc grinding is a similar but less precise machining process.
Friability – A characteristic of abrasives grains that describes their tendency to fracture or break apart when hit or placed under pressure. Highly friable abrasive cut more easily, but wear faster than other abrasives. Friable abrasives are usually chosen for soft, gummy materials or where heat produced by worn grits must be carefully controlled. Friability is usually related to the levels on impurities in the manufactured abrasive mineral.
Grade – Is part of the standard grinding wheel marking indicating the relative hardness of the wheel bond structure. Though a universal standard has been established by ISO, there is no generally accepted measure of hardness in the United States. Manufacturers indicate wheel grade with letters ranging from “A” for very soft to “Z” for very hard. Since grade depends upon properties of bond materials, hardness values for one manufacturer may not correspond directly with similar values from another manufacturer.
Grain Size – The second element in standard grinding wheel marking system or, in a more general meaning, the average size of abrasive grains used to make a wheel, coated abrasive or other product. Traditional sizing is based on mesh sizes where a number indicates openings per inch of screening mesh. However, a number of other measurement systems are also common such as measurements for very small grit size in units of millionth of a meter, or micron. Special sizing systems established by ANSI, CAMI, FEPA and others are used for coated abrasives where the average size of elongated abrasives is difficult to determine.
Grinding – Machining with removing material from a work piece by using abrasive minerals in a wheel, stone, belt, paste, sheet, compound, slurry, or other abrasive product.
HEDG – Like creep feed grinding this process removes material from a work piece in one or two passes using very slow table in feed rates. HEDG differs by using considerably higher wheel speeds that bring enhancements in wheel life and process efficiency.
Honing – Historically, honing meant to achieve fine finishing. Though no clear definitions exist to distinguish one type of abrasive process from another, honing is defined by common practices. In that sense, honing is a specific machining and finishing process usually applied to internal cylindrical surfaces using small bonded abrasive stones. Using a fixture that rotates and reciprocates, honing is used to correct the geometry and alignment of holes as well as apply a special surface such as that needed in automobile engines. Force per unit area vary from 10 to 100 times less than grinding with wheels, and the abrasive grains remain in contact with the work piece for considerably longer times. Comparable processes include superfinishing where small stones and light pressures are applied on both ID and OD portions of cylindrical parts.
ID Grinding – A grinding process and machinery for grinding the inner diameter of holes or profiles using a very small, high speed grinding wheel. A specialized grinding technology requiring special grinding wheels and machine tools.
Jig Grinder – A grinding machine tool for grinding molds and die where the positioning, shaping and finishing of holes and other surface is needed.
Lap Joint – Property coated abrasives: a type of joint used to make a belt. The two ends of the belt material overlap and are attached with adhesives creating a joint with double thickness of the belt material.
Lapping – A material removal process using loose abrasives and a fluid where parts are processed between two large flat lap plates to achieve very flat surfaces and extreme fine finishes. In contrast to grinding and honing, lapping is minimal material removal, forces are very light and parts move freely between lap plates. Finishes are measured in micron and nanometer ranges. The term is also commonly used for processes that produce very fine finishes using loose abrasive grains. Historically lapping means a process for the ultimate refinement of geometry or surface finishes using very fine abrasives to produce extremely accurate components. The process is being replaced by fine grinding.
Loading – Deposits of work piece material of the surface of a grinding wheel or coated abrasives that reduces contact between abrasives and work piece. Loading typically leads to work piece burn from frictional heating and loss of cutting efficiency. Load is reduced or eliminated by altering parameters such as feed rate, wheel speed, type of abrasive, etc. Dressing also is used to remove material accumulated on the wheel or coated abrasive.
Mass Finishing – A group of processes that use small stones of abrasives to remove burrs or apply a finish to small work pieces. Though not limited to the specifics, mass finishing tumbles work pieces in barrel of small loose bonded abrasive stones to remove burrs or create a specified surface finish. Variations of the process use vibrating drums, spinning drums or other containers along with one of several types of media and finishing compounds that may include surfactants, lubricants and other materials.
Media – The abrasive pellets, stones or other materials used in mass finishing.
Micron – A unit of measure of length equal to one millionth of a meter.
Micro Inch – A unit of measure of length equal to one millionth of an inch, smaller than a micron since one inch is approximately 1/39th of a meter.
Mounted wheel or mounted point – A group of small abrasive wheel or cylindrical abrasive products whose shapes are defined by ANSI Standards. The abrasive products are made with a permanent a shaft or mandrel and are typically bonded products, though some can be made with cotton or nonwoven fabric. Typically mounted points are used in internal grinding or deburring processes.
Nonwoven abrasive – A product made with fine abrasive grains dispersed throughout a nonwoven fabric and adhered with resin. These products are typified by 3M’s Scotch-brite. Industrial nonwoven products are related to floor scrub pads but have greater uniformity and consistency in performance. Like coated abrasives nonwoven products are made in jumbo rolls that are converted by others into belts, sheets, pads, etc. Made into convolute or unitized wheels, the products are typically called surface conditioning products.
OD Grinding – Grinding of the outside diameter of cylindrical parts.
Off hand grinding – Using handheld tools to grind. Also called freehand grinding.
Open coat – A class coated abrasive products with 50 to 70% of the product surface covered with abrasive grains. Open coats are less likely to load when grinding soft materials though they are less efficient in material removal.
Pedestal Grinder – A grinder with a motor and one or two grinding wheels on a floor pedestal.
Plunge Grinding – Grinding of cylindrical parts in cylindrical or centerless grinding where the in-feed of the grinding wheel is limited to radial movements and no cross slide movement.
Polishing – A process using very fine abrasive minerals for little or no material removal where visual appearance is the primary purpose. Typically, polishing is an art using special compounds and abrasive products; recent advancements in very fine-grained coated abrasives can produce some polished surface. force per unit area for polishing are the lightest of all processes that use abrasives.
Porosity – Open voids intentionally created in grinding wheels to provide pocket to carry swarf and metalworking fluids during grinding. Some wheels have induced porosity through the use of small hollow spheres of alumina or the use of chemicals (moth balls) that are easily vaporized during firing of the grinding wheel. Recently, porosity on vitrified superabrasives wheels has allows significant improvements in creep feed grinding processes.
Resin Bond – Is a synthetic resin that can be cured by thermal ultraviolet light or other methods. Resin bonds are typically identified in the standard wheel marking by the letter B, derived from Bakelite, one of the first common resin bond materials. Resins are the most common type of bond for both coated abrasives and bonded abrasives.
Rubber Bond – A bond of synthetic or natural rubber used for grinding wheels and identified by the letter R in standard wheel markings. It is used in regulating wheels for centerless grinders and in the manufacture of very thin cutoff wheels.
Segments – Bonded wheel structures that can be assembled on a special form to create a large grinding wheel.
Silicon Carbide – A synthetic abrasive first developed in in the late 1800s, which is harder than aluminum oxide. Originally thought to be form of corundum many products were named carborundum, a name used by many grinding wheel companies. The green and black forms are distinguished by levels of purity, and silicon carbide is typically applied to nonferrous applications. The sharp and easily fractured abrasive grains are also used in nonmetal applications such as the wood and leather industries.
Surface Grinding – Is a process and machine tool to grind flat and/or square surfaces. In a common machine tool, the work piece is mounted to a table that sweeps back and forth in a pendulum-like motion.
Superabrasives – Diamond and CBN abrasives are called super because of the extreme hardness, “super” performance, and long life. These premium abrasives contrast with more traditional “conventional” abrasives. The name, however, does not denote superior abrasive that can be applied universally. Conventional abrasives are clearly better for some applications.
Surface Conditioning Abrasive – Products made with nonwoven abrasives. Formed into cleaning, unitized, or convolute wheels. Surface conditioning abrasives can be made with various hardness and grit densities. See Nonwoven
Truing – Is a process to correct the concentricity and shape of a grinding wheel. As distinguished from dressing, which removes bond material to expose fresh abrasive grains, truing is designed to reduce vibration and produce a uniform cutting rate for the grinding wheel.
Vitrified Bond – One of the most common types of bonds used in conventional grinding wheels. Vitrified bonds are made of a mixture of clays that are carefully selected for their individual properties. At high temperatures produced in the kilns where grinding wheels are made, the clay and abrasive grain fuse into a molten glass. During cooling the glass forms a span that attaches each grain to the one next to it, supporting them as they grind.
Zirconia – Is an oxide of zirconium that has use as an abrasive. Rarely used alone, it is usually applied in 40% or 60% mixtures with aluminum oxide.
Thanks to The Abrasive Engineering Society for the use of their website terms.
Speed Matters: RPM & SFPM Defined
In the world of grinding, there are two measures for speed that you need to know and understand how they affect one another.
RPM and SFPM.
RPM = Revolutions Per Minute; defined as the number of complete axis turns per minute
SFPM = Surface Feet Per Minute; defined as the distance any one abrasive grain on the cutting surface travels per minute.
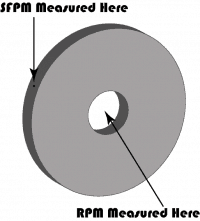 Grinding wheel speeds are generally given in SFPM while machine speeds are usually noted in RPM. Since these numbers are measured at different locations on the grinding wheel, you must know how to convert one to the other.
Grinding wheel speeds are generally given in SFPM while machine speeds are usually noted in RPM. Since these numbers are measured at different locations on the grinding wheel, you must know how to convert one to the other.
The basic equation is:
SFPM = Wheel Diameter in inches x RPM x 0.262
Why is this important?
As your grinding wheel wears, the SFPM will decrease. To maintain the same grinding characteristics, you’ll want to maintain the SFPM. In order to maintain the SFPM you need to increase the RPM.
Okay, that sounded like a lot of gibberish, didn’t it? Here’s an example that should clear things up:
Grinding Wheel Diameter = 24″, Machine Speed = 600 RPM; SFPM = 3772.8. As the wheel wears to, say, 21″, SFPM will slow to 3144 if RPM stays at 600. To maintain 3772.8 SFPM the RPM will need to be increased to 720.
Cold Weather Alert!
You don’t need us to tell you it’s cold outside. You’ve been hearing about it on the news or feeling it on your nose.
But you may not realize that when the temperature dips you need to allow warming time when sending your grinding wheels to Mach-B for resizing or reshaping. When grinding wheels are cold they’re more brittle, so here at Mach-B we won’t work on them until they’re warmed to room temperature and neither should you. This saves you from having to replace a wheel that broke because it was too cold and ensures the best results.
So, when it’s this cold, be sure to allow at least 24 hours for your wheels to warm up, both when you send them to us and when we send them back to you.
Grinding Wheel Troubleshooting Guide: Chatter Marks
Mach-B has been scouring general grinding wheel information to bring you this list of general troubleshooting tips. If you have any other suggestions to add, please feel free to do so.
Possible Cause: Wheel out of Balance
Recommended Solution: Carefully re-balance the wheel on its own mounting or after truing. When you are finished using the wheel run it without coolant to remove excess liquid. Always store a used wheel vertically in a secure location when not on the machine to prevent fluid from settling at the lower edge of the wheel.
Possible Causee: Wheel out of Round
Recommended Solution: Always true the wheel sides to face before and after balancing.
Possible Cause: Wheel Grade Too Hard
Recommended Solution: Select a softer wheel with a more open structure and coarser grit.
Possible Cause: Work centers or work rests not true or not properly lubricated
Recommended Solution: Be sure to check the fit of centers and rests before using the machine. Always provide continuous even lubrication.
Possible Cause: Wheel needs dressing
Recommended Solution: Dress the wheel using a sharp diamond, held rigidly close to the wheel.
Possible Cause: Machine vibration
Recommended Solution: Examine the machine to check for vibration within the machine and for any vibration that may be transmitted to the machine from an outside source.
Possible Cause: Grinding cut too heavy.
Recommended Solution: Take lighter cuts.
The Grinding Wheel Ring Test
One of the most commonly performed (and easiest) grinding wheel tests is the Ring Test. The Ring Test is done to quickly determine if there are cracks in a grinding wheel.
It’s easy to conduct a Ring Test on a grinding wheel as demonstrated in this video.
For your safety we recommend you perform a Ring Test on every vitrified grinding wheel before you load it on the machine. It’s a quick test that could save a lot of down time and/or injury.
8 Great Grinding Wheel Storage Tips
- Check every shipment of grinding wheels for possible damage in transit and do not accept shipments that show damage to the pallet, box or container.
- Carefully inspect the wheels in a shipment as they are unpacked.
- Do a ring test on every vitrified wheel 4″ and larger before mounting.
- Store grinding wheels in a rack or on shelves specifically designed for grinding wheels. Grinding wheels should be organized and protected. See the image below for a storage system example.
- Don’t handle grinding wheels carelessly, they are fragile and can easily be chipped, cracked or broken.
- Be sure to store grinding wheels so that the oldest wheels are used first. Remember, abrasives have a shelf life.
- Always store grinding wheels in a dry, protected area that is free from extreme variations in temperature.
- If you suspect a wheel may be damaged, don’t use it without first having it speed tested.
.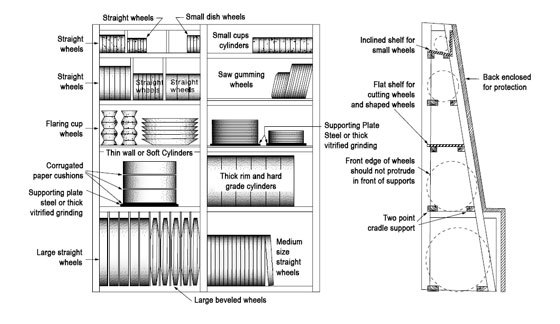 Click on the image for a larger view.
Click on the image for a larger view.
When you need it fast …
 From the Mach-B Archives:
From the Mach-B Archives:
“Something happened the other day that I think you’ll find interesting. Carl* flew into the Winona, Minnesota airport with a couple of grinding wheels he wanted us to reshape. His company’s production line was down and he needed us to turn the wheels around in a hurry. Less than six hours later, Carl was on his way back to the airport with his finished wheels and his production line was back up and running by the start of the next business day.”
This excerpt comes from a letter that was sent to Mach-B customers back in 2007. Some things at Mach-B have changed since then, but one thing has stayed the same – the level of service. We don’t have people flying grinding wheels in here every day, but from time to time we’ll have a truck driver waiting for us when we get here in the morning with an urgent project. Most of the time, we’ll have him back on the road later that day.
We know that not every job is a rush (thank goodness) but if you need a wheel in a hurry, we can usually accommodate you. About the only time we can’t is if the wheels are shipped in cold weather. When the temperature drops below 40 degrees (F) the wheels must be brought to temperature before we can work on them and this can take anywhere from hours to days, depending on how cold it is.
*Carl’s name has been changed to protect our customer’s privacy.
Remember these simple tips for shop safety
It only takes a moment for an accident to happen. We get in a hurry. We get distracted. We get complacent.
Mach-B doesn’t want that to happen to you so we’ve been posting a series of safety tips on Facebook and Twitter.But then we thought it’d be good to have them all in one place so here goes:
- Always use eye protection in addition to the grinder’s eye shield
- Make use of work rests on your machine
- Always use the correct type of wheel for your project
- Be sure your grinding wheel is properly balanced
- Never grind on the side of a wheel that’s not designed for side-grinding
- Take it slow when applying work to a cold wheel
- Always use blotters
- Don’t grind too high above the wheel center
- Be sure to use the correct size spindles with threads that resist loosening
- Never contact unguarded moving parts
- Install correctly sized flanges
- Make sure machine controls are easily accessible to the operator
- Be sure to run a wet wheel dry before turning off the machine
- Never use a broken or cracked grinding wheel
- Always check grinding wheel balance before starting the grinding machine
- Don’t reach across or near the moving grinding wheel to load, unload or adjust the machine
- Inspect your grinding wheels for shipping damage upon arrival
- Always ring test wheels before use
- Don’t roll large grinding wheels on the shop floor
Always bring your wheels up to room temperature before starting to grind - Store your grinding wheels as close to the work area as possible to reduce handling
- Store your grinding wheels in dry areas with relatively constant temperatures
- Always mount grinding wheels between flanges that are at least 1/3 the diameter of the wheel
- Never use a defective flange to mount a grinding wheel
- Always inspect and ring test grinding wheels before mounting
- Rotate grinding wheels by hand several times before use to check clearance
- Stand to the side of the wheel when starting it up
- Wheels should fit properly on the spindle. They should neither too tight or too loose
- Guards should enclose as much of the grinding wheels as possible
- Wheels should never be operated at speeds exceeding the manufacturer’s specifications
- Always check spindle speed when mounting a new wheel
- Safety guards should cover the ends of the arbors
- When slot grinding, use guides to hold the work in place to prevent bending or twisting
- Be sure the work or tool rest is substantial enough to withstand grinding pressures
- Keep the work or tool rest no more than 1/8″ from the grinding surface
- Wheel dressing, truing and balancing should only be done by a trained operator
- Allow at least 1 minute of warm up time before grinding
We encourage you to keep safety at top-of-mind because a safe workplace is a profitable workplace.
Recycling is nothing new at Mach-B
Every year on Earth Day there are celebrations around the world that focus on how we can take care of our planet and its ecosystem. It’s a day that brings focus to such things as recycling.
 So, what does that have to do with Mach-B? One of the definitions of recycle in Merriam-Webster’s online dictionary is “to adapt to a new use.” Think about it, Mach-B modifies grinding wheels, giving old ones new life, keeping them out of landfills. In other words, we adapt them to a new use.
So, what does that have to do with Mach-B? One of the definitions of recycle in Merriam-Webster’s online dictionary is “to adapt to a new use.” Think about it, Mach-B modifies grinding wheels, giving old ones new life, keeping them out of landfills. In other words, we adapt them to a new use.
Maybe you’ve only used Mach-B to size and/or shape new grinding wheels. If you have a wheel that’s outlived its original purpose, talk to us about having it sized or shaped for a new purpose. There a lot of ways that this can be accomplished:
- reducing ODs
- increasing IDs
- reducing overall thickness
- changing the wheel profile
- changing the wheel shape
For more information on how Mach-B can help you recycle your grinding wheels for a new use, contact Mach-B today at 1-800-533-8010 or request a quote online.
Manufacturing often gets a bad reputation when it comes to the environment (whether deserved or not) so why not take steps now to recycle your old grinding wheels for a new purpose?
Scenes from the Grinding Room
Here’s a recent job the Mach-B completed:
The customer asked Mach-B to minimize the thickness of the wheel, which was done using the ARTER. This wheel came into the grinding room on Monday and after a 2-day warm-up (due to the cold weather in Minnesota) was modified and shipped out on Thursday.

Slot Your Way to Improved Grinding Wheel Performance
 Cutting slots into one or both sides of a grinding wheel is a proven method for improving the wheel’s performance. The slots allow coolant to flow more freely across the surface keeping the abrasive cool and flushing away swarf.
Cutting slots into one or both sides of a grinding wheel is a proven method for improving the wheel’s performance. The slots allow coolant to flow more freely across the surface keeping the abrasive cool and flushing away swarf.
Slotting does NOT weaken the structural integrity of the grinding wheel and it doesn’t interfere with face dressing the wheel.
Mach-B Slotting Specs include:
- Maximum of 60 slots per side. Fewer slots per side are possible, call 1-800-533-8010 for more information
- Slots can vary in length, depth and width. Contact us with your specs to find out if your configuration will work.
Slotting is a low cost solution to the problem of grinding wheel wear, particularly that of corner radius wear common in plunge grinding applications. Corner radius wear is caused by heat build-up at the intersection of the wheel sides and edge radius. Research has shown that wheels with slots manufactured or cut into them significantly increase coolant and air flow to the grinding zone. This results in superior grinding performance and longer wheel life.
Specific benefits include:
- Reduced burning and loading
- Increased wheel life
- Reduced wheel dressing
Mach-B, a division of Goodson Manufacturing
That’s right, Mach-B was bought by Goodson in 2004. At that time, the company was moved to its very own wing in the Goodson building in Winona, Minnesota.
 Since Mach-B is a division of Goodson, you have easy access to all of the Goodson products you need such as:
Since Mach-B is a division of Goodson, you have easy access to all of the Goodson products you need such as:
- Grinding Coolants
- Diamond Dressers
- Coolant Hoses
- Measuring Tools
- Special Order Abrasives
- And Much More.
Views from the Grinding Room
The Mach-B Grinding Room is a self-contained entity within the Goodson Shop Supplies facility in Winona, Minnesota.
